1– Einleitung
In diesem Artikel liegt der Schwerpunkt auf Kreiselpumpen mit einer Leistung von 7 bis 30 Kilowatt; Geräte, die zwar in großen Öl , Gas und petrochemischen Anlagen üblicherweise als sekundäre und risikoarme Ausrüstung betrachtet werden, jedoch in vielen kleinen und mittelständischen Industrien eine völlig andere Rolle spielen. In diesen Industriezweigen gelten kleine und mittelgroße Pumpen aufgrund ihrer hohen Stückzahl, ihrer Verfügbarkeit und der direkten Abhängigkeit der Produktionslinien von ihrer Funktion praktisch als tägliche, betriebsnotwendige Schlüsselaggregate. Wiederholte Ausfälle dieser Pumpen können zu einem vollständigen Prozessstillstand oder zu einer erheblichen Verringerung der Produktivität führen.
Im Gegensatz zu Großindustrien, die über fortschrittliche Condition Monitoring Systeme, präzise Installations und Reparaturanweisungen sowie spezialisierte Instandhaltungsteams verfügen, werden Pumpenreparaturen in einem großen Teil kleiner und mittelständischer Betriebe hauptsächlich erfahrungsbasiert und unsystematisch durchgeführt. Unter solchen Bedingungen wird der Zyklus wiederkehrender Ausfälle meist nicht vollständig identifiziert und eliminiert, was zu einer Verringerung des MTBF Werts und zu steigenden Instandhaltungskosten führt.
Trotz dieser Bedeutung zeigen industrielle Erfahrungen, dass der Großteil der Ausfälle von Pumpen dieser Leistungsklasse nicht auf die inhärente Komplexität ihrer Konstruktion zurückzuführen ist, sondern vielmehr auf eine Kombination wiederkehrender mechanischer, montagebezogener und instandhaltungstechnischer Faktoren, die in vielen industriellen Betrieben ähnliche Muster aufweisen. Daher kann die systematische Identifizierung dieser Faktoren und die Untersuchung ihrer Wechselwirkungen ein klares Bild über die Ursachen der Ausfälle liefern und den Weg zur Verbesserung der Zuverlässigkeit der Pumpen aufzeigen.
Auf dieser Grundlage werden im weiteren Verlauf dieses Artikels zunächst die wichtigsten Ursachen für Pumpenausfälle in diesem Leistungsbereich untersucht und anschließend anhand eines integrierten Rahmens dargestellt, wie jeder dieser Faktoren die Ausfallkette verstärken oder abschwächen kann.
1 – Gesamtstruktur zur Untersuchung der Ausfallursachen von Kreiselpumpen
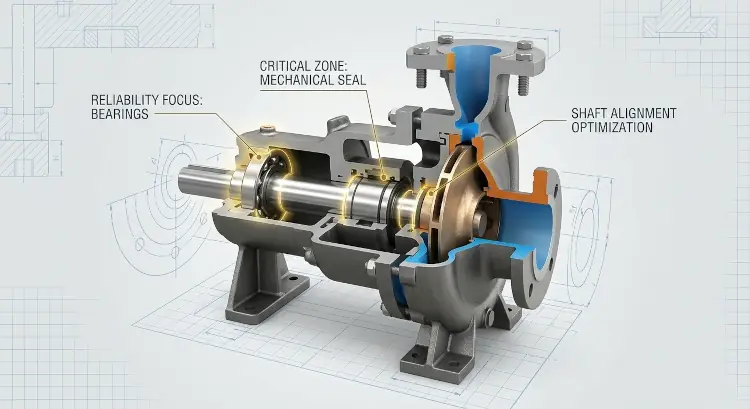
Für eine präzise Analyse der Ausfälle kleiner und mittelgroßer Kreiselpumpen müssen die Einflussfaktoren auf ihre Performance innerhalb eines integrierten Rahmens kategorisiert werden. Die Auswertung industrieller Erfahrungen zeigt, dass sich die meisten Ausfälle dieser Leistungsklasse in mehrere Hauptgruppen einteilen lassen:
- Faktoren im Zusammenhang mit Abdichtung und Leckage sowie deren Auswirkungen auf die Wellenoberfläche
- Faktoren im Zusammenhang mit Spannungskonzentration, Wellenermüdung und dem Start /Stopp Verhalten
- Ausrichtfehler (Misalignment) und deren Konsequenzen für die Lagerbelastung
- Auswahl des Lagertyps und dessen Eignung für die realen Belastungsbedingungen
- Qualität von Reparatur und Montage einschließlich Lagersitz, Dichtungseinbau und Passungstoleranzen
- Steifigkeit des Gestells und Installationsbedingungen einschließlich Fundament, Rohrführung und Gesamtstabilität
Diese Kategorisierung ermöglicht es, jeden Faktor nicht nur isoliert, sondern auch in Wechselwirkung mit anderen Variablen zu betrachten; denn in vielen Fällen ist der endgültige Ausfall das Ergebnis des gleichzeitigen Einflusses mehrerer Faktoren. Im Folgenden wird jeder dieser Punkte separat analysiert und seine Rolle bei der Entstehung der Ausfallkette erläutert.
Die Rolle des Dichtungssystems und der Leckage bei der Schaftschädigung
Der Dichtungsbereich der Welle stellt eine der empfindlichsten Zonen von Kreiselpumpen dar, da die Welle an dieser Stelle in unmittelbarem Kontakt mit dem Fördermedium steht und bereits geringste Leckagen schnell zu Verschleiß oder lokaler Korrosion führen können. In packungsbasierten Dichtungssystemen ist eine begrenzte Leckage für die Kühlung und Schmierung der Packungsfasern notwendig und eine vollständige Eliminierung praktisch nicht möglich. Selbst bei Gleitringdichtungen, deren Konstruktion auf minimaler Leckage beruht, kann unter bestimmten Betriebsbedingungen wie Vibration, Druckschwankungen oder kurzfristiger Trockenlauf eine sehr geringe Medienpassage auftreten.
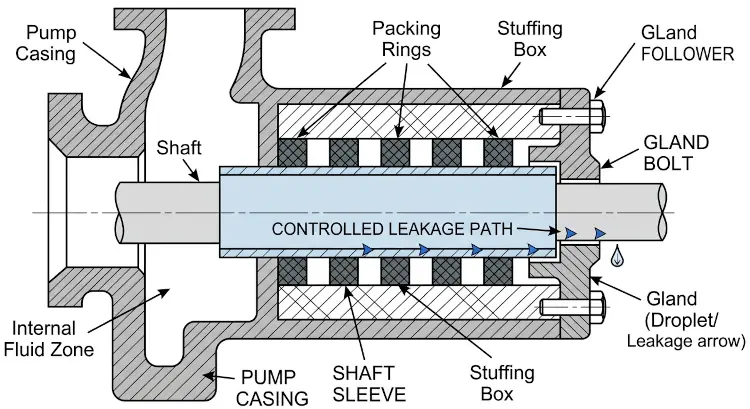
Wenn das ausgetretene Fördermedium dauerhaft mit der Wellenoberfläche oder dem Sleeve in Kontakt bleibt, beginnt der Prozess der Oberflächenschädigung. Abhängig vom Fluidtyp, der Temperatur, dem Werkstoff und der Oberflächenqualität kann diese Schädigung in verschiedenen Formen auftreten:
- Oxidation oder lokale Korrosion bei Wellen aus Kohlenstoff oder legierten Stählen
- Pitting Korrosion infolge von Chloriden oder aggressiven Medien
- Erhöhung der Oberflächenrauheit und Verlust der polierten Schutzschicht
- Ausbildung lokaler Riefen infolge der Kombination von Korrosion und Abrasion (Corrosion–Erosion)
Das Hauptproblem dieser Zone liegt darin, dass die Schädigung üblicherweise lokal auftritt; das heißt, nur ein kleiner Bereich der Oberfläche wird beschädigt, jedoch beeinflusst genau diese Stelle aufgrund der entstehenden Spannungskonzentration das dynamische Verhalten der gesamten Welle. In vielen Pumpen sind diese Oberflächenveränderungen anfangs kaum wahrnehmbar, führen jedoch im Laufe der Zeit zu erhöhten Vibrationen, Dichtungsinstabilität sowie verstärkten axialen und radialen Belastungen.
Folglich ist die Intensität der Leckage in Dichtungssystemen zwar meist gering, doch der kontinuierliche Kontakt des Fluids mit der Welle ist der Hauptauslöser einer Kette mechanischer Schädigungen, die im weiteren Verlauf zur Zerstörung der Packung oder der Gleitringdichtung, zu weiterer Sleeve Korrosion, zu erhöhtem Spiel und schließlich zu Ausrichtfehlern und verringerter Lagerlebensdauer führen kann.
Spannungskonzentration, Wellenermüdung und der Einfluss von Start /Stopp Zyklen
Lokale Korrosion an der Wellenoberfläche kann zur Entstehung von Spannungskonzentrationen führen. In Kreiselpumpen, bei denen die Welle zyklischen Belastungen infolge der Rotation ausgesetzt ist, können solche ungleichmäßigen Bereiche als Ausgangspunkte für Ermüdungsrisse dienen. Mit dem allmählichen Wachstum dieser Risse steigt die Wahrscheinlichkeit lokaler Wellenverformungen, erhöhter Schwingungen und einer verringerten dynamischen Stabilität der gesamten Baugruppe. Dieser Zustand kann schließlich zu Veränderungen der geometrischen Achsbedingungen führen und eine Fehl¬ausrichtung zwischen Pumpe und Motor verursachen oder verstärken.
In vielen kleinen und mittelständischen Industriebetrieben sind Pumpen häufig wiederholten Start und Abschaltvorgängen ausgesetzt. Jeder Startzyklus führt zu einer transienten torsionalen Spannung (Transient Torsional Stress) in der Welle; eine Spannung, deren Maximum in dem Moment auftritt, in dem der Motor zur Überwindung der Trägheit des Systems ein höheres momentanes Drehmoment erzeugt. Erfolgt der Start plötzlich und ohne kontrollierte Anfangsdrehzahl, kann dieser Drehmomentstoß ein Mehrfaches der Spannungen während des stationären Betriebs erreichen.
Das Vorhandensein lokaler Korrosion oder von Pitting auf dem Sleeve oder der Welle verstärkt diese torsionalen Spannungen, da die beschädigten Bereiche als Punkte der Spannungskonzentration wirken und zu erhöhten lokalen Dehnungen führen. Die Folge dieser Bedingungen ist eine erhöhte Geschwindigkeit der Rissinitiierung infolge von Ermüdung, eine allmähliche Veränderung des Oberflächenprofils der Welle, zunehmendes Spiel sowie das Auftreten radialer und axialer Schwingungen, die letztlich die Belastung der Lager erhöhen und den MTBF Wert verringern.
Zusammenfassend lässt sich feststellen, dass die Kombination der folgenden drei Faktoren einen schnellen Ausfallzyklus erzeugt:
- Lokale Korrosion → Spannungskonzentration
- Hohe Torsionsspannungen infolge plötzlicher Starts → Risswachstum
- Häufige Start /Stopp Vorgänge → schnellere Veränderungen im Wellenprofil
Bleibt dieser Zyklus ohne Korrekturmaßnahmen bestehen, erhöht er direkt das Risiko von Fehl-ausrichtung, hohen Schwingungen und wiederholten Lagerschäden.
Der Einfluss von Fehl¬ausrichtung auf die Lebensdauer von Lagern
Fehl¬ausrichtung (Misalignment) gehört zu den wichtigsten und zugleich häufigsten Ursachen für eine Verringerung der Lagerlebensdauer in rotierenden Maschinen. Selbst sehr geringe Fehl-ausrichtungen können das Belastungsmuster eines Lagers aus seinem symmetrischen Zustand heraus verschieben und zusätzliche radiale sowie axiale Kräfte erzeugen.
Fehl¬ausrichtungen werden in zwei Hauptkategorien unterteilt:
- Winkelige Fehl¬ausrichtung (Angular Misalignment)
- Parallele bzw. Versetzte Fehl¬ausrichtung (Parallel / Offset Misalignment)
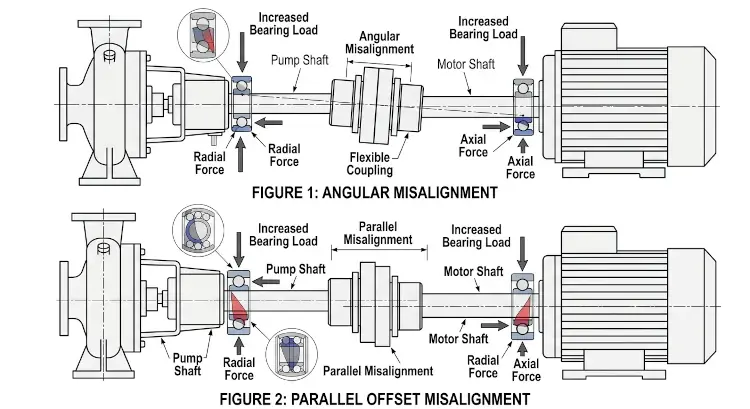
Beide Zustände können zur Entstehung dynamischer Kräfte führen, die folgende Auswirkungen haben:
- Erhöhung der Lagertemperatur
- Zunahme von Schwingungen, insbesondere in den Harmonischen 1× und 2×
- Veränderung des Lastverteilungsmusters (Load Zone Shift)
- Beanspruchung von Käfig und Laufbahnen
- Oberflächenabplatzungen (Spalling) und vorzeitige Ermüdungsrisse
Diese zusätzlichen Belastungen beschränken sich nicht ausschließlich auf die Pumpenlager. Da die Wellen über eine Kupplung miteinander verbunden sind, werden die Kräfte auch auf die Motorlager übertragen. Die daraus resultierenden Folgen sind:
- Deutliche Verringerung der Lebensdauer der Motorlager
- Erhöhte Motorschwingungen
- Steigender Energieverbrauch
- Ungeplante Prozessstillstände
Bei Pumpen im Leistungsbereich von 7 bis 30 Kilowatt sind diese Effekte ausgeprägter, da die Wellen eine geringere Flexibilität aufweisen, die Grundrahmen oft nicht ausreichend steif sind und die Kupplungen in der Regel nur eine mittlere Qualität besitzen. In solchen Anlagen kann bereits eine Fehl¬ausrichtung von 0,2 bis 0,3 Millimetern die Lagerlebensdauer um bis zu 70 Prozent reduzieren.
Der Einfluss der Auswahl des Lagertyps
Die Auswahl des geeigneten Lagertyps spielt eine entscheidende Rolle bei der Aufnahme radialer, axialer und kombinierter Belastungen. In vielen kleinen und mittelgroßen Pumpen ist der Einsatz von Rillenkugellagern (Deep Groove Ball Bearing) weit verbreitet. Diese Lager zeichnen sich durch folgende Eigenschaften aus:
- kostengünstig
- einfache Montage
- gute Tragfähigkeit bei radialer Belastung
- begrenzte Toleranz gegenüber Fehl¬ausrichtung
In realen Betriebsbedingungen von Pumpen im Bereich 7 bis 30 Kilowatt sind die Belastungen jedoch häufig kombiniert:
- axialer Kraftanteil aus der Hydraulik
- Fehl¬ausrichtung
- transiente torsionale Spannungen
- prozessbedingte Schwankungen
Unter diesen Bedingungen bieten Schrägkugellager (Angular Contact Ball Bearing, ACB) – einzeln oder paarweise (DB/DF) – eine deutlich bessere Leistung, da sie:
- für kombinierte Belastungen ausgelegt sind
- eine höhere axiale Tragfähigkeit besitzen
- gegenüber Veränderungen im Lastverteilungsmuster stabiler sind
Auch der Anwendungsfall spielt eine wichtige Rolle bei der Entscheidungsfindung. Einige Pumpen haben keine kritischen Stillstände, wie beispielsweise Abwasserpumpen. Jedoch Pumpen wie Rohwassertransfer zum Kessel oder Aggregate in sensiblen Einheiten verursachen im Schadensfall erhebliche betriebliche Verluste. An solchen Stellen ist die Aufrüstung des Lagertyps vollständig gerechtfertigt.
Schutz des Lagergehäuses
Das Eindringen von Staub, Feuchtigkeit oder Verunreinigungen in das Lagergehäuse zählt zu den häufigsten Ursachen für vorzeitige Schäden. Der Einsatz von Schutzkappen, Doppellippendichtungen und kontaminationsgeschützten Shields kann das Eindringen von Partikeln verhindern und die Lagerlebensdauer erhöhen.
Zusammengefasst spielen die richtige Auswahl des Lagers, eine geeignete Gestaltung des Lagergehäuses sowie die Qualitätskontrolle bei der Montage eine zentrale Rolle für die Erhöhung der Zuverlässigkeit kleiner und mittelgroßer Pumpen.
Die Rolle der Reparaturqualität und der Ausrichtgenauigkeit
Die Qualität der Instandhaltungsarbeiten ist einer der entscheidenden Faktoren für die Zuverlässigkeit kleiner und mittelgroßer Pumpen. In vielen Fällen sind wiederkehrende Ausfälle auf die Nichtbeachtung von Montageteilenzen, unsachgemäße Installation von Lager oder Dichtung sowie unzureichende Ausrichtung zwischen Pumpe und Motor zurückzuführen.
Während der Montage ist die Passung des Sleeves auf der Welle von großer Bedeutung. Wird der Sleeve zu straff montiert, verringert sich die für die Kühlung der Packung notwendige Leckmenge, was zu erhöhter Temperatur und größerem Verschleiß führt. Ist die Passung dagegen zu locker, nimmt die Leckage zu und das Fluid verursacht Korrosion und Pitting an der Welle. Dies leitet eine Kette aus Wellenverschleiß, steigender Schwingung und verringerter Lagerlebensdauer ein.
Bei Lagern kann eine unsachgemäße Montage – sowohl beim Abziehen als auch beim Aufpressen – zu Restspannungen führen. Schläge, ungleichmäßiges Erwärmen oder das Einleiten von Kräften über den falschen Lagerring verringern das interne Radialspiel und schädigen die Laufbahn.
Einer der wichtigsten Schritte der Instandhaltung ist die präzise Ausrichtung (Alignment) von Pumpe und Motor. Eine Fehl¬ausrichtung selbst im Bereich von 0,2 bis 0,3 Millimetern kann radiale und axiale Belastungen vervielfachen sowie Schwingungen, Temperatur und Energieverbrauch erhöhen. Der Einsatz von Laser Ausrichtsystemen oder präzisen Messuhren mit Protokollierung der Ergebnisse reduziert diesen Effekt erheblich.
Schließlich spielt der Zustand der Grundplatte (Baseplate) eine entscheidende Rolle bei der Aufrechterhaltung der Ausrichtung. Verzug, Schweißrisse oder lose Fundamentbolzen können die initiale Ausrichtung während des Betriebs verändern und zusätzliche Belastungen auf die Lager erzeugen. In vielen industriellen Fällen hat allein die Reparatur von Rissen im Gestell zu einer spürbaren Reduzierung der Schwingungen und einer um ein Mehrfaches verlängerten Lagerlebensdauer geführt.
Insgesamt stellen die Einhaltung der Montageteilenzen, die korrekte Installation von Lagern und Dichtungen, die Kontrolle des Gestellzustands und die präzise Ausrichtung eine Reihe einfacher, aber äußerst wirkungsvoller Maßnahmen dar, die direkt die Wiederholung von Ausfällen verhindern und die Zuverlässigkeit der Pumpe erhöhen können.
Der Einfluss der Steifigkeit des Grundrahmens und der Installationsbedingungen
Die Steifigkeit des Grundrahmens und die Qualität der Installation gehören zu den grundlegenden Parametern für die Stabilität des Pump Motor Systems. Wenn der Grundrahmen oder die Baseplate nicht ausreichend steif ist, führt deren Verformung während des Betriebs zu:
- Verlust der Ausrichtung
- erhöhten Schwingungen
- Veränderungen im Belastungsmuster der Lager
Probleme wie Verzug des Rahmens, lose Fundamentverschraubungen, mangelhafte Fundamente oder Rohrleitungsverspannungen verschärfen diese Situation zusätzlich.
In vielen kleinen und mittelständischen Industriebetrieben kommt es nach einigen Betriebsjahren zu Ermüdung, Durchbiegung oder Schwächung der Schweißverbindungen der Rahmen. Selbst sehr geringe Verformungen der Grundplatte können zu einer Verschiebung der Position von Pumpe oder Motor um wenige Hundertstel Millimeter führen – ein Wert, der bereits ausreicht, um die Lagerlebensdauer drastisch zu vermindern. Daher sollten die regelmäßige Kontrolle des Rahmens, des Fundaments und der Rohrleitungsverspannungen Bestandteil des vorbeugenden Instandhaltungsprogramms sein.
2 – Erfassung der Betriebsdaten und Analyse der Ausfälle
Zur Verbesserung der Zuverlässigkeit von Pumpen ist die systematische Erfassung der Betriebs und Ausfalldaten unerlässlich. Innerhalb eines definierten Zeitraums können Parameter wie Lagertemperatur, Schwingungspegel, Dichtungsleckage, Betriebsstunden und Anzahl der Notabschaltungen für jede Pumpe dokumentiert werden.
Diese Informationen ermöglichen die Berechnung von Kennzahlen wie MTBF und die Identifizierung wiederkehrender Ausfallmuster. Die Analyse dieser Daten zeigt, ob die Ausfälle auf Betriebsbedingungen, Montagefehler oder konstruktive bzw. installationsbedingte Probleme zurückzuführen sind.
3 – Schlussfolgerung
Die Ausfälle kleiner und mittelgroßer Kreiselpumpen sind in der Regel nicht das Ergebnis eines einzelnen Faktors, sondern resultieren aus dem Zusammenwirken mehrerer mechanischer, konstruktiver und instandhaltungstechnischer Einflüsse. Leckage im Dichtungssystem, Korrosion und Ermüdung der Welle, Fehl¬ausrichtung, ungeeignete Lagerauswahl sowie unzureichende Steifigkeit des Grundrahmens können alle wesentlich zur Verringerung der Pumpenlebensdauer beitragen.
Eine wirksame Beherrschung dieser Faktoren erfordert einen systematischen Ansatz, der die Überwachung der Betriebsdaten, die Analyse der Ausfallursachen und die Entwicklung standardisierter Instandhaltungsverfahren umfasst. Die Umsetzung eines solchen Ansatzes kann zu einer deutlichen Steigerung der Zuverlässigkeit von Pumpen und zur Verbesserung der Leistungsfähigkeit industrieller Systeme führen.