Implementierung eines KPI orientierten Instandhaltungssystems
Parham Hosseini Yazdi
Forschungsbereich Instandhaltungsmanagement
Kerman, Iran
E Mail: parhamhosseini@gmail.com
1. Einleitung
In den vergangenen Jahren haben zahlreiche Industrieunternehmen strukturierte Instandhaltungssysteme eingeführt, um die Anlagenzuverlässigkeit zu erhöhen und produktionsbedingte Stillstände zu reduzieren. Praxiserfahrungen aus verschiedenen Branchen zeigen jedoch, dass Führungskräfte und Fachverantwortliche insbesondere in der Anfangsphase der Implementierung mit einer Vielzahl an Konzepten, Kennzahlen, Richtlinien und operativen Formularen konfrontiert sind. Ohne eine klar definierte Strategie kann diese Komplexität zu einer Überstrukturierung und damit zu einer verminderten Systemwirksamkeit führen.
Unter solchen Rahmenbedingungen bewirkt die gleichzeitige Fokussierung auf zahlreiche Kennzahlen – ohne eindeutige strategische Priorisierung – häufig eine Zerstreuung der Ressourcen, organisatorische Unsicherheiten und nicht selten eine Rückkehr zu reaktiven bzw. traditionellen Instandhaltungspraktiken. Besonders ausgeprägt ist dieses Phänomen in Unternehmen, die über keine systematisch entwickelte Instandhaltungshistorie verfügen.
Vor diesem Hintergrund geht der vorliegende Beitrag von der Annahme aus, dass die strategische Konzentration auf eine zentrale Leistungskennzahl die Einführung und kontinuierliche Verbesserung eines Instandhaltungssystems maßgeblich erleichtern kann. In diesem Zusammenhang kommt der Kennzahl Mean Time Between Failures (MTBF) – mittlere Zeit zwischen zwei Ausfällen – als operativ messbarem und praxisrelevantem Indikator eine Schlüsselrolle zu.
Ziel des Artikels ist es, diesen Ansatz theoretisch zu fundieren und zu analysieren, welche Auswirkungen eine Priorisierung des MTBF auf weitere Leistungskennzahlen des Instandhaltungssystems hat.
Aktuelle Forschungsarbeiten verdeutlichen zudem, dass die Bewertung der Instandhaltungsleistung in einem mehrdimensionalen und nachhaltigkeitsorientierten Kontext erfolgen sollte. Saihi, Ben Daya und As’ad (2022) identifizierten und validierten 63 Leistungsindikatoren einer nachhaltigen Instandhaltung und zeigten, dass diese systematisch in ökologischen, sozialen und ökonomischen Dimensionen zu betrachten sind. Diese Ergebnisse unterstreichen die Notwendigkeit, wirkungsrelevante Schlüsselkennzahlen gezielt auszuwählen und strategisch einzusetzen, um die Gesamtleistung von Instandhaltungseinheiten nachhaltig zu verbessern.
1.1 Ziel des Artikels
Dieser Beitrag untersucht die wesentlichen Einflussgrößen im Instandhaltungsmanagement, analysiert deren Priorisierung in Organisationen ohne strukturiertes Instandhaltungssystem und leitet daraus konkrete praxisorientierte Maßnahmen zur nachhaltigen Verbesserung der Anlagenperformance ab.
2. Theoretische Grundlagen und zentrale Kennzahlen der Instandhaltung
In modernen Instandhaltungsmanagementsystemen dienen Key Performance Indicators (KPIs) als zentrale Instrumente zur Bewertung der Effektivität und Effizienz technischer Instandhaltungsaktivitäten. Unter den vielfältigen verfügbaren Kennzahlen haben sich insbesondere die Mean Time Between Failures (MTBF), die Mean Time To Repair (MTTR) sowie die Overall Equipment Effectiveness (OEE) als grundlegende und branchenweit etablierte Größen herausgebildet. Diese Kennzahlen bilden nicht nur die Basis für die Leistungsüberwachung von Instandhaltungssystemen, sondern werden auch umfassend in Management‑Dashboards eingesetzt und unterstützen maßgeblich die Entscheidungsfindung im Bereich der Anlagenzuverlässigkeit (IJEME, 2023).
2.1 Grundlegende Ausfall‑ und Reparaturkennzahlen (MTBF und MTTR)
Für die Analyse der Leistungsfähigkeit von Instandhaltungssystemen sind zwei Basiskennzahlen von zentraler Bedeutung: die Mean Time Between Failures (MTBF) und die Mean Time To Repair (MTTR). Beide Größen bilden die Grundlage für weiterführende Indikatoren wie Zuverlässigkeit (Reliability) und Verfügbarkeit (Availability).
▪ MTBF
Die MTBF gibt die durchschnittliche störungsfreie Betriebszeit einer Anlage zwischen zwei aufeinanderfolgenden Ausfällen an. Die Berechnung erfolgt üblicherweise wie folgt:
\[ MTBF = \frac{\text{Total Operating Time}}{\text{Number of Failures}} \]
Ein steigender MTBF‑Wert weist auf eine geringere Ausfallhäufigkeit und damit auf eine verbesserte technische Zustandsqualität der Anlage hin. Daher gilt die MTBF als eine der wichtigsten Kennzahlen zur Bewertung der Anlagenzuverlässigkeit.
▪ MTTR
Die MTTR beschreibt die durchschnittliche Zeit, die erforderlich ist, um eine ausgefallene Anlage zu reparieren und wieder in einen betriebsbereiten Zustand zu versetzen. Sie wird wie folgt bestimmt:
\[ MTTR = \frac{\text{Total Downtime}}{\text{Number of Failures}} \]
Eine Reduktion der MTTR deutet auf eine verbesserte Reparierbarkeit, eine höhere Effizienz der Instandhaltungsteams sowie auf optimierte Instandhaltungsprozesse hin.
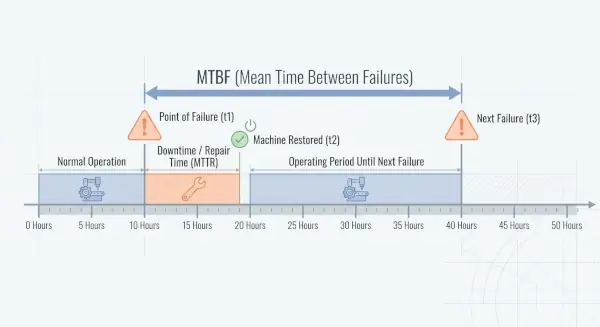
Zur Verdeutlichung des Zusammenhangs zeigt die folgende schematische Darstellung den typischen Ausfallzyklus einer Anlage. Der Zeitraum zwischen zwei Ausfällen wird als MTBF und die für die Wiederherstellung des Betriebs benötigte Zeit als MTTR bezeichnet. Das Diagramm verdeutlicht, dass jeder Zyklus aus zwei Hauptkomponenten besteht – der störungsfreien Betriebszeit und der reparaturbedingten Stillstandszeit – und wie deren Zusammenspiel die Grundlage für Analysen der Zuverlässigkeit und Verfügbarkeit bildet.
Diese beiden Kennzahlen repräsentieren somit einerseits das Intervall zwischen Ausfällen und andererseits die Dauer der Wiederherstellung nach einer Störung und bilden die Basis der quantitativen Leistungsanalyse im Rahmen dieses Artikels.
Praxisnahe Untersuchungen bestätigen zudem, dass die regelmäßige Überwachung der MTBF‑ und MTTR‑Werte eine zentrale Rolle bei der Leistungsbewertung von Instandhaltungseinheiten spielt und wesentlich zur Vermeidung von Produktivitätsverlusten beiträgt (Aji & Uchendu, 2025).
2.2 Zuverlässigkeit (Reliability)
Die Zuverlässigkeit zählt zu den zentralen Leistungskennzahlen zur Bewertung des technischen Verhaltens industrieller Anlagen. Sie beschreibt die Wahrscheinlichkeit, dass eine Anlage oder ein System unter definierten Einsatzbedingungen und innerhalb eines vorgegebenen Zeitraums ohne Ausfall funktionsfähig bleibt. Mathematisch lässt sich die Zuverlässigkeit wie folgt ausdrücken:
\[ R(t) = P(T > t) \]
Dabei bezeichnet T die Ausfallzeit der Anlage und t den betrachteten Betriebszeitraum.
In vielen industriellen Anwendungen wird – unter der Annahme einer konstanten Ausfallrate – eine Exponentialverteilung zugrunde gelegt. In diesem Fall ergibt sich die Zuverlässigkeitsfunktion zu:
\[ R(t) = e^{-\lambda t} \]
wobei λ\lambdaλ die konstante Ausfallrate der Anlage darstellt. Unter Berücksichtigung des Zusammenhangs zwischen Ausfallrate und der mittleren störungsfreien Betriebszeit (MTBF):
\[ \lambda = \frac{1}{MTBF} \]
kann die Zuverlässigkeitsfunktion wie folgt umformuliert werden:
\[ R(t) = e^{-\frac{t}{MTBF}} \]
Diese Beziehung zeigt eindeutig, dass die Zuverlässigkeit einer Anlage direkt von der MTBF abhängt: Mit zunehmender MTBF steigt der Wert von R(t) für jeden beliebigen Zeitpunkt t.
Analyse des Verlaufs der Zuverlässigkeitsfunktion bei unterschiedlichen MTBF Werten
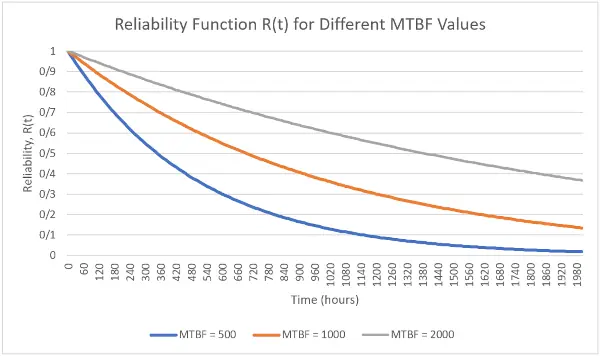
Die zugehörige Abbildung zeigt den Verlauf der Zuverlässigkeitsfunktion für drei verschiedene MTBF Werte (500, 1000 und 2000 Stunden) im Zeitraum von 0 bis 2000 Stunden. Wie erwartbar weisen alle drei Kurven einen exponentiell fallenden Verlauf auf – je länger die Betriebsdauer, desto geringer die Wahrscheinlichkeit, dass die Anlage ohne Störung weiterarbeitet.
Allerdings unterscheiden sich die Kurven in ihrem Abfallverhalten:
• Bei MTBF = 500 Stunden (blaue Kurve) fällt die Zuverlässigkeit deutlich schneller ab; das bedeutet, dass die Ausfallwahrscheinlichkeit in frühen Betriebsphasen höher ist und das System rascher von hohen Zuverlässigkeitsniveaus abweicht.
• Bei MTBF = 2000 Stunden (graue Kurve) verläuft die Abnahme der Zuverlässigkeit wesentlich flacher, sodass die Anlage über einen deutlich längeren Zeitraum in einem hohen Zuverlässigkeitsbereich verbleibt.
• Die Kurve für MTBF = 1000 Stunden (orange) liegt erwartungsgemäß zwischen diesen beiden Extremen.
Diese Unterschiede verdeutlichen quantitativ, dass:
\[ R(t) = e^{-\frac{t}{MTBF}} \]
Eine Erho¨hung der MTBF unmittelbar zu einer Erho¨hung der Zuverla¨ssigkeit R(t) fu¨hrt. \text{Eine Erhöhung der MTBF unmittelbar zu einer Erhöhung der Zuverlässigkeit } R(t) \text{ führt.} Eine Erho¨hung der MTBF unmittelbar zu einer Erho¨hung der Zuverla¨ssigkeit R(t) fu¨hrt.Mit anderen Worten, je größer die MTBF:
• desto geringer die Steigung der Kurve R(t) ,
• desto höher die Wahrscheinlichkeit, dass die Anlage über definierte Zeitintervalle störungsfrei bleibt,
• desto geringer der Bedarf an ungeplanten Produktionsunterbrechungen.
Managementimplikationen
Die dargestellten Zusammenhänge machen klar ersichtlich, dass die Steigerung der MTBF nicht nur als technische Kennzahl, sondern als strategischer Hebel zur Erhöhung der Zuverlässigkeit und damit auch der Anlagenverfügbarkeit (Availability) verstanden werden muss. Maßnahmen wie:
• systematische Root Cause Analysen,
• präventive und zustandsorientierte Instandhaltungsstrategien,
• Optimierung der Betriebsbedingungen,
können maßgeblich zur Erhöhung der MTBF beitragen und damit die Leistungsfähigkeit des gesamten Instandhaltungssystems steigern.
Der vorliegende Artikel analysiert diesen Zusammenhang anhand realer Betriebsdaten und zeigt, dass sowohl eine Reduzierung der Ausfallrate als auch eine Erhöhung der MTBF zu einer signifikanten Steigerung der Zuverlässigkeitsfunktion R(t) führen (Aji & Uchendu, 2025).
2.3 Verfügbarkeit (Availability)
Die Verfügbarkeit stellt eine zentrale Kennzahl zur Bewertung der Anlagenleistung im Instandhaltungsmanagement dar. Sie beschreibt den Anteil der geplanten Gesamtzeit, in dem sich eine Anlage tatsächlich in einem betriebsbereiten und funktionsfähigen Zustand befindet. Vereinfacht ausgedrückt gibt die Verfügbarkeit an, wie viel der insgesamt vorgesehenen Einsatzzeit eine Anlage ohne Unterbrechung produktiv genutzt werden kann.
Die Anlagenverfügbarkeit wird maßgeblich durch zwei Faktoren beeinflusst: Zuverlässigkeit (Reliability) und Instandhaltbarkeit (Maintainability). Während die Zuverlässigkeit die Wahrscheinlichkeit eines störungsfreien Betriebs über einen bestimmten Zeitraum beschreibt, bezieht sich die Instandhaltbarkeit auf die Geschwindigkeit und Effizienz, mit der eine Anlage nach einem Ausfall wieder in einen betriebsfähigen Zustand versetzt werden kann.
In der einschlägigen Fachliteratur wird die sogenannte inhärente Verfügbarkeit (inherent availability) häufig durch folgende Beziehung definiert:
\[ A = \frac{MTBF}{MTBF + MTTR} \]
Dabei bezeichnet:
• MTBF die mittlere Zeit zwischen zwei aufeinanderfolgenden Ausfällen,
• MTTR die mittlere Reparaturzeit zur Wiederherstellung der Betriebsfähigkeit.
Aus dieser Beziehung wird unmittelbar ersichtlich, dass die Verfügbarkeit auf zwei Wegen erhöht werden kann:
1. Erhöhung der MTBF (Reduktion der Ausfallhäufigkeit),
2. Senkung der MTTR (Beschleunigung der Wiederherstellung).
Eine größere zeitliche Distanz zwischen Ausfällen oder eine kürzere Reparaturdauer führt direkt zu einem höheren Verfügbarkeitsgrad.
Managementperspektive
Aus strategischer Sicht verdeutlicht diese Beziehung, dass Leistungsverbesserungen im Instandhaltungssystem grundsätzlich entlang zweier Hauptachsen verfolgt werden können:
• Reduktion der Störungsfrequenz,
• Optimierung der Wiederherstellungsprozesse.
Maßnahmen zur nachhaltigen Erhöhung der MTBF besitzen dabei eine besondere Bedeutung, da sie nicht nur die Ausfallrate reduzieren, sondern zugleich langfristig zur Stabilisierung der Produktionsprozesse beitragen. Eine systematische Fokussierung auf Ursachenanalysen, präventive Instandhaltung und betriebliche Optimierungsmaßnahmen kann somit die Anlagenverfügbarkeit signifikant steigern und ungeplante Produktionsstillstände nachhaltig reduzieren.
2.4 Instandhaltungskosten
Die Kosten der Instandhaltung lassen sich im Wesentlichen in zwei Hauptkategorien unterteilen: direkte und indirekte Instandhaltungskosten.
Direkte Instandhaltungskosten umfassen typischerweise Positionen wie:
• Löhne und Gehälter des Instandhaltungspersonals,
• Beschaffung und Verbrauch von Ersatzteilen und Verbrauchsmaterialien,
• Kosten für Spezialwerkzeuge und technische Ausrüstung,
• Aufwendungen für Fremd und Serviceleistungen (z. B. externe Dienstleister),
• Kosten im Zusammenhang mit präventiven und korrektiven Instandhaltungsmaßnahmen.
Indirekte Instandhaltungskosten werden in klassischen Finanzberichten häufig nicht explizit ausgewiesen, haben jedoch einen erheblichen Einfluss auf die wirtschaftliche Leistungsfähigkeit eines Unternehmens. Hierzu zählen unter anderem:
• Kosten infolge von Produktionsstillständen,
• Verlust von Produktionskapazität,
• erhöhte Ausschussquoten und Nacharbeit,
• Qualitätsminderungen der Produkte,
• Verzögerungen bei der Auftragsabwicklung,
• negative Auswirkungen auf die Kundenzufriedenheit.
In modernen Ansätzen des Asset Management steht nicht mehr ausschließlich die Reduktion der direkten Instandhaltungskosten im Vordergrund, sondern die Optimierung der Gesamtkosten über den Lebenszyklus eines Assets (Life Cycle Cost – LCC). In diesem Verständnis müssen Entscheidungen über Instandhaltungsstrategien, die Dimensionierung von Ersatzteillagern sowie die Art und Intensität technischer Eingriffe so getroffen werden, dass die Summe aus direkten und indirekten Kosten über die gesamte Nutzungsdauer einer Anlage minimiert wird.
Vor diesem Hintergrund sind Kennzahlen wie MTBF und MTTR nicht nur als rein technische Parameter zu verstehen, sondern wirken mittelbar auch auf die Kostenstruktur der Organisation:
• Eine Erhöhung der MTBF reduziert die Häufigkeit von Ausfällen,
• eine Reduktion der MTTR verkürzt die Stillstandszeiten.
Beide Effekte tragen dazu bei, indirekte Kosten infolge von Produktionsunterbrechungen zu senken und die Produktivität der Anlagen nachhaltig zu steigern.
2.5 Instandhaltungsplanung und terminierung
Die Planung und Terminierung von Instandhaltungsmaßnahmen stellt eine zentrale Säule eines wirksamen Managements physischer Vermögenswerte in industriellen Organisationen dar. Ziel dieses Prozesses ist die systematische Organisation der Instandhaltungsaktivitäten in einer Weise, die bei gleichzeitiger Sicherstellung der Anlagenzuverlässigkeit möglichst geringe Beeinträchtigungen des Produktionsprozesses verursacht.
In diesem Zusammenhang umfassen Instandhaltungsprogramme typischerweise Maßnahmen wie Preventive Maintenance (PM), Predictive Maintenance (PdM) sowie Generalüberholungen (Overhauls). Diese werden jeweils mit dem Ziel implementiert, die Ausfallwahrscheinlichkeit zu reduzieren und die Zuverlässigkeit der Anlagen nachhaltig zu erhöhen.
Die effektive Umsetzung dieser Programme erfordert eine enge bereichsübergreifende Abstimmung zwischen verschiedenen Organisationseinheiten, insbesondere zwischen der Instandhaltungsabteilung, der Produktion, der Produktionsplanung sowie dem Ersatzteilmanagement. Fehlende Koordination zwischen diesen Bereichen kann zu Verzögerungen bei der Durchführung geplanter Instandhaltungsmaßnahmen, zu Ersatzteilengpässen und letztlich zu einer Zunahme ungeplanter Anlagenstillstände führen.
Aus managementorientierter Perspektive trägt eine sachgerechte Instandhaltungsplanung wesentlich zur Reduzierung unerwarteter Ausfälle und zur Optimierung der Betriebsbedingungen bei. Dadurch können Leistungskennzahlen wie die MTBF (Mean Time Between Failures) verbessert und die Gesamtperformance des Systems nachhaltig gesteigert werden.
2.6 Personal, Qualifikation und Instandhaltungskultur
Der Erfolg eines Instandhaltungssystems ist in hohem Maße von menschlichen Faktoren abhängig. Die fachliche Qualifikation, praktische Erfahrung und das Ausbildungsniveau der Mitarbeiter spielen eine entscheidende Rolle bei der frühzeitigen Identifikation von Verschleiß- und Ausfallindikatoren, der sachgerechten Durchführung von Instandhaltungsmaßnahmen sowie der Vermeidung wiederkehrender Störungen.
Gut geschultes Personal ist in der Lage, Störungen schneller zu diagnostizieren und Reparaturprozesse effizienter umzusetzen, wodurch die Instandsetzungsdauer reduziert und folglich der Kennwert MTTR (Mean Time To Repair) positiv beeinflusst wird.
In der Regel wird davon ausgegangen, dass vor der Einführung und Implementierung eines strukturierten Instandhaltungssystems grundlegende Schulungsmaßnahmen durchgeführt wurden. Die praktische Erfahrung zeigt jedoch, dass Weiterbildung kein einmaliger Vorgang ist, sondern als kontinuierlicher, arbeitsbegleitender Entwicklungsprozess verstanden werden muss. In diesem Kontext sollten die systematische Nutzung von Rückmeldungen aus der Systemanwendung, die Analyse von Leistungskennzahlen sowie die strukturierte Auswertung aufgetretener Störungen und der daraus abgeleiteten Korrekturmaßnahmen integraler Bestandteil eines kontinuierlichen Qualifizierungsprogramms sein.
Dieser fortlaufende Feedback- und Lernzyklus trägt zur schrittweisen Erweiterung der fachlichen Kompetenzen der Mitarbeiter bei und verbessert die Qualität betrieblicher Entscheidungsprozesse im Instandhaltungsmanagement.
Neben den technischen Schulungsaspekten kommt der Etablierung einer ausgeprägten Instandhaltungskultur innerhalb der Organisation besondere Bedeutung zu. In Unternehmen, in denen eine präventiv ausgerichtete Instandhaltungskultur erfolgreich verankert ist, verstehen sich sowohl Produktions- als auch Instandhaltungsmitarbeiter als gemeinsam verantwortlich für den technischen Zustand der Anlagen. Sie reagieren sensibler auf Frühindikatoren potenzieller Störungen und beteiligen sich aktiv an der systematischen Erfassung, Meldung und Analyse von Ausfällen.
Ein derartiger Ansatz reduziert die Häufigkeit ungeplanter Störungen, erhöht die Anlagenzuverlässigkeit und trägt letztlich zur Verbesserung zentraler Leistungskennzahlen, insbesondere der MTBF, bei.
2.7 Ersatzteile und Lagerbestandsmanagement
Ein sachgerechtes Ersatzteilmanagement gilt als ein unterstützender Schlüsselfaktor für die Leistungsfähigkeit eines Instandhaltungssystems. In vielen Industriebetrieben kann bereits das Fehlen eines einfachen Bauteils zu längeren Anlagenstillständen und einer erhöhten Ausfallzeit führen. Daher können die Identifikation kritischer Ersatzteile, die Analyse von Verbrauchshistorien sowie die Berücksichtigung der Beschaffungs- bzw. Lieferzeiten wesentlich dazu beitragen, Stillstandszeiten zu reduzieren und die Leistungsfähigkeit des Instandhaltungssystems zu verbessern.
2.8 Instandhaltungsinformationssysteme (CMMS)
Computerized Maintenance Management Systems (CMMS) werden als eines der zentralen Werkzeuge zur Verwaltung und Analyse von Daten im Zusammenhang mit Instandhaltungsaktivitäten betrachtet. Diese Systeme bieten in der Regel Funktionen wie die Erfassung von Arbeitsaufträgen, die Dokumentation von Störungen und Ausfällen, die Aufzeichnung von Anlagenstillstandszeiten, das Management von Ersatzteilen sowie die Auswertung relevanter Leistungskennzahlen. In Organisationen mit einem ausgereiften Instandhaltungssystem können sie eine bedeutende Rolle bei der Datenanalyse und bei managementbezogenen Entscheidungsprozessen spielen.
Die Erfahrungen vieler Industrieunternehmen zeigen jedoch, dass in den frühen Phasen der Implementierung eines Instandhaltungssystems – insbesondere dann, wenn die Informationsanforderungen noch nicht vollständig definiert sind und die Prozessstrukturen noch keine ausreichende Stabilität erreicht haben – der Einsatz komplexer und kostenintensiver CMMS Lösungen nicht zwangsläufig zu einer Verbesserung der Systemleistung führt. Unter solchen Bedingungen kann eine übermäßige Fokussierung auf softwarebasierte Werkzeuge sogar zu einer erhöhten Komplexität, zu Unsicherheiten bei den Anwendern sowie zu einer geringeren Qualität der erfassten Daten führen.
In vielen Fällen kann der Einsatz einfacherer Werkzeuge, wie beispielsweise grundlegender Datenbanken oder Excel basierter Datensammlungen zur Erfassung von Störungen, Anlagenstillstandszeiten und zur Durchführung erster Datenanalysen, in der Anfangsphase effizienter sein. Ein solcher Ansatz ermöglicht die Identifikation zentraler Anlagenprobleme und trägt zu einem besseren Verständnis von Ausfall- und Störungsmustern bei.
Sobald sich eine konsistente Struktur in den Instandhaltungsprozessen etabliert hat und die informationsbezogenen Anforderungen der Organisation klar definiert sind, kann die Einführung umfassenderer Systeme wie CMMS als nächster Entwicklungsschritt im Ausbau des Instandhaltungssystems in Betracht gezogen werden. Letztlich zeigt sich der tatsächliche Nutzen eines Instandhaltungsinformationssystems erst dann, wenn die erfassten Daten für fundierte Ausfallanalysen genutzt und zur Verbesserung zentraler Kennzahlen wie der Mean Time Between Failures (MTBF) herangezogen werden können.
3. Auswahl einer Leitschlüsselkennzahl in Organisationen ohne Instandhaltungssystem
In vielen Industrieunternehmen, in denen bislang noch kein strukturiertes Instandhaltungssystem etabliert ist, lassen sich Rahmenbedingungen wie Instandsetzung nach Ausfall (Run to Failure Strategie), das Fehlen präventiver Instandhaltungsprogramme, das Nichtdokumentieren anlagenbezogener Leistungsdaten sowie eine Dominanz ungeplanter, störungsbedingter Instandhaltungsmaßnahmen beobachten. In einem derartigen Umfeld stößt der Versuch, sämtliche Leistungskennzahlen des Instandhaltungssystems gleichzeitig zu verbessern, in der Regel auf Einschränkungen hinsichtlich verfügbarer Ressourcen, unzureichender Datenbasis und erheblicher Umsetzungskomplexität.
Unter diesen Voraussetzungen kann die Festlegung einer zentralen, richtungsweisenden Kennzahl, welche die Stoßrichtung der Verbesserungsmaßnahmen vorgibt, den Verbesserungsprozess spürbar vereinfachen und handhabbarer machen.
3.1 Vorgeschlagener Parameter: Mean Time Between Failures (MTBF)
Unter den verschiedenen Kennzahlen der Instandhaltung bietet sich die Mean Time Between Failures (MTBF) als geeigneter Ausgangspunkt zur Verbesserung der Systemperformance an. Diese Kennzahl steht in direktem Zusammenhang mit der Häufigkeit von Ausfällen und lässt sich in vielen Industriezweigen auch auf Basis relativ einfacher Betriebsdaten ermitteln.
Ein strategischer Fokus auf die Erhöhung der MTBF bedeutet in der Praxis insbesondere:
• eine Verringerung der Ausfallhäufigkeit,
• eine Verbesserung der Einsatz- und Betriebsbedingungen der Anlagen,
• die Einführung und systematische Umsetzung präventiver Maßnahmen sowie
• die Durchführung fundierter Ursachenanalysen (Root Cause Analysis) von Ausfällen.
Viele der Maßnahmen, die mit dem Ziel einer MTBF Steigerung umgesetzt werden, führen mittelbar auch zu Verbesserungen anderer Kennzahlen des Instandhaltungssystems. Beispielsweise:
• Die Reduktion der Ausfälle trägt zur Verringerung von Produktionsstillständen und damit zur Erhöhung der Anlagenverfügbarkeit (Availability) bei.
• Die Analyse und strukturierte Dokumentation von Ausfällen kann den Instandsetzungsprozess verbessern und in der Folge die Mean Time To Repair (MTTR) senken.
• Eine geringere Anzahl von Ausfällen reduziert unmittelbar sowohl die Instandsetzungskosten als auch die durch Produktionsunterbrechungen verursachten Verluste.
Vor diesem Hintergrund kann ein strategischer Schwerpunkt auf der Erhöhung der MTBF als ein praxisnaher und umsetzbarer Einstiegspunkt zur Verbesserung der Leistungsfähigkeit des Instandhaltungssystems in Organisationen ohne ausgereifte, strukturierte Instandhaltungsorganisation angesehen werden.
4. Praktische Maßnahmen zur Erhöhung der MTBF und deren indirekte Auswirkungen auf die Gesamtleistung des Instandhaltungssystems
In industriellen Umgebungen, die durch begrenzte Ressourcen, das Fehlen historischer Daten und eine Dominanz ungeplanter, reaktiver Instandhaltungsarbeiten gekennzeichnet sind, kann ein direkter Fokus auf die Erhöhung der Mean Time Between Failures (MTBF) den einfachsten und zugleich wirkungsvollsten Ausgangspunkt darstellen.
Der wesentliche Punkt besteht darin, dass eine Steigerung der MTBF nicht nur die Häufigkeit von Anlagenstörungen reduziert, sondern gleichzeitig automatisch zu geringeren Reparaturzeiten (MTTR), höherer Anlagenverfügbarkeit (Availability) sowie einer Senkung der Instandhaltungskosten führt. Jede Maßnahme, die Ausfälle verringert, zwingt die Organisation faktisch dazu, begleitende Verbesserungen in anderen Teilbereichen des Instandhaltungssystems vorzunehmen.
Im Folgenden werden die zentralen industriellen Maßnahmen zur effektiven Erhöhung der MTBF dargestellt.
4.1 Erfassung von Ausfallmustern und Dokumentation grundlegender Betriebsdaten
Der erste Schritt zur Verbesserung der MTBF besteht in der systematischen, einfachen Erfassung von Ausfalldaten – selbst durch die Nutzung eines einfachen Excel Protokolls.
Sobald das Instandhaltungsteam beginnt, folgende Punkte regelmäßig zu dokumentieren:
• Welche Störung ist aufgetreten,
• an welcher Anlage,
• zu welchem Zeitpunkt,
• und aus welchem Grund,
entstehen automatisch grundlegende Informationen, die eine Analyse von wiederkehrenden Ausfallmustern ermöglichen.
In der Folge lassen sich:
• häufig auftretende Störungsarten identifizieren,
• die Ursachen einzelner Ausfälle nachvollziehen,
• sowohl Ausfall- als auch Reparaturzeiten messen und auswerten.
Ergebnis: Selbst durch eine einfache Datenerfassung werden die Kennzahlen MTBF und MTTR erstmals messbar, und der Prozess ihrer gezielten Verbesserung kann beginnen.
4.2 Ursachenanalyse von Ausfällen und Eliminierung der häufigsten Störungsfaktoren
Wenn das Hauptziel die Erhöhung der MTBF ist, führt dies zwangsläufig zur Durchführung einer strukturierten Ausfallanalyse.
Diese Analyse kann sehr pragmatisch gestaltet sein – etwa anhand einer kurzen „Fünf Minuten Ursachenanalyse“ mit folgenden Leitfragen:
• Warum ist der Ausfall aufgetreten?
• Was war der auslösende Faktor?
• Wie kann eine Wiederholung verhindert werden?
Ergebnis: Durch die gezielte Eliminierung weniger, jedoch wesentlicher Hauptursachen – gemäß dem Pareto Prinzip – lässt sich eine deutliche Steigerung der MTBF erzielen.
Solche Verbesserungsschritte wirken übergreifend: sie stabilisieren die Anlagenzuverlässigkeit, senken die Störungsfrequenz und schaffen zugleich die Grundlage für ein datenbasiertes, präventives Instandhaltungsmanagement.
4.3 Standardisierung von Instandsetzungsprozessen (ohne ursprünglich beabsichtigte Standardisierung)
Praktische Industrieerfahrungen zeigen: Sobald eine Organisation das zentrale Ziel verfolgt, Ausfälle zu reduzieren, erkennt das Instandsetzungsteam sehr schnell, dass nicht standardisierte Reparaturen selbst eine wesentliche Ausfallursache darstellen.
Um die MTBF zu erhöhen, wird es daher unvermeidlich, schrittweise folgende Maßnahmen einzuführen:
• Festlegung und schriftliche Dokumentation standardisierter Reparaturabläufe,
• eindeutige Definition und Vereinheitlichung der Arbeitsschritte,
• Harmonisierung von Drehmomenten, Einstellwerten, Toleranzen und Montagerichtlinien,
• Erstellung strukturierter Checklisten zur Überprüfung nach Abschluss der Reparatur.
Diese Standardisierung – auch wenn sie nicht das ursprüngliche Ziel war – zählt zu den wirksamsten Hebeln zur Reduzierung wiederkehrender Störungen.
Nebeneffekt:
Durch die Vereinheitlichung der Reparaturprozesse verkürzt sich auch die Mean Time To Repair (MTTR) spürbar.
4.4 Verbesserung der Ersatzteilqualität und Optimierung der Vendor List (automatischer Effekt)
Ein konsequenter Fokus auf die Erhöhung der MTBF führt unmittelbar zu folgenden Erkenntnissen:
• Welche Bauteile am häufigsten ausfallen,
• welche Komponenten eine unzureichende Qualität aufweisen,
• und welche Lieferanten (Vendors) wiederholt Probleme verursachen.
In der Folge nimmt die Organisation ganz automatisch folgende Optimierungen vor:
• Überarbeitung und Qualifizierung der Vendor List,
• Beschaffung kritisch belasteter Komponenten ausschließlich von hochwertigen, zuverlässigen Lieferanten,
• Bereinigung des Ersatzteillagers von Bauteilen minderer Qualität.
Ergebnis:
Eine höhere MTBF, gesteigerte Anlagenzuverlässigkeit (Reliability) und reduzierte Produktionsstillstände.
4.5 Verbesserung der Betriebsbedingungen (Operation Conditions)
Ein wesentlicher Anteil der Ausfälle ist auf ungeeignete oder unkontrollierte Betriebsbedingungen zurückzuführen, darunter:
• Überlastung,
• Verschmutzung,
• erhöhte Temperaturen,
• Vibrationen,
• nicht normgerechtes Bedienverhalten der Operatoren.
Der Fokus auf die Erhöhung der MTBF zwingt die Organisation dazu:
• Betriebsrichtlinien zu überprüfen und zu aktualisieren,
• die Schulung und Sensibilisierung der Anlagenbediener zu verbessern,
• die umgebungs- und prozessbezogenen Betriebsbedingungen der Anlagen zu optimieren.
Ergebnis:
Eine höhere MTBF, weniger ungeplante Störungen und ein deutlicher Zugewinn an Betriebssicherheit.
4.6 Minimalistisch gestaltete präventive und prädiktive Instandhaltung (Minimalistic Preventive Maintenance)
Für die Erhöhung der MTBF ist kein komplexes PM Programm und auch kein kostenintensives CMMS erforderlich.
Selbst eine minimalistische präventive Instandhaltung kann einen erheblichen Effekt erzielen, beispielsweise durch:
• eine tägliche fünfminütige Sicht- und Funktionskontrolle,
• einfache, aber regelmäßige wöchentliche Inspektionen,
• korrekte, bedarfsgerechte Schmierung,
• Temperatur-, Vibrations- oder Geräuschmessungen mithilfe unkomplizierter Werkzeuge.
Ergebnis:
Mit diesen einfachen Maßnahmen lässt sich die MTBF vieler Anlagen um 30 bis 70 Prozent steigern – selbst ohne komplexe technische Infrastruktur.
4.7 Qualifizierung, Kompetenzaufbau und Teamabstimmung (indirekter Effekt auf die MTTR)
Auch wenn der primäre Zielparameter die MTBF ist, führen Maßnahmen in folgenden Bereichen zu erheblichen indirekten Effekten:
• Schulung und Qualifizierung der Instandhalter,
• Training und Sensibilisierung der Anlagenbediener (Operatoren),
• systematische Dokumentation und Weitergabe praktischer Erfahrungswerte,
• engere Abstimmung und Zusammenarbeit zwischen Produktion und Instandhaltung.
Diese Maßnahmen bewirken, dass im Störungsfall:
• die Fehlersuche und Diagnose schneller erfolgt,
• Reparaturen mit geringerer Fehlerquote durchgeführt werden,
• und die Instandsetzungsarbeiten insgesamt zügiger und strukturierter ablaufen.
Unbeabsichtigtes, aber wesentliches Ergebnis:
Die Mean Time To Repair (MTTR) verringert sich, und die Anlagenverfügbarkeit (Availability) steigt.
Zusammenfassung
Ein strategischer Fokus auf die Erhöhung der Kennzahl MTBF führt nicht nur zu einer Reduktion der Ausfallhäufigkeit, sondern stößt zugleich eine Kette weitgehend „automatischer“ Verbesserungen im Instandhaltungssystem an – Verbesserungen, die ohne hohe Investitionen und primär durch die konsequente Beseitigung wiederkehrender Störungen erzielt werden können.
Zu diesen Verbesserungen zählen unter anderem:
• die Standardisierung von Instandsetzungsprozessen,
• eine optimierte Ersatzteilbewirtschaftung und Verbesserung der Lieferantenqualität,
• der Aufbau und die Weiterentwicklung der Qualifikation und Kompetenzen der Mitarbeiter,
• die Verbesserung der Betriebsbedingungen und der Art der Anlagenbedienung,
• sowie die Einführung einfacher, pragmatischer Formen der präventiven Instandhaltung.
In der Folge steigt die MTBF, während gleichzeitig die MTTR sinkt und die Availability zunimmt.
Dieser einfache, praxisorientierte Ansatz kann einen wirkungsvollen Einstieg für Organisationen darstellen, die ihre Instandhaltungsperformance verbessern möchten, ohne sich zunächst mit komplexen administrativen Strukturen oder aufwendigen Softwaresystemen auseinandersetzen zu müssen.
5. Analytische Schlussfolgerung
In vielen Industrieunternehmen, die sich in einer frühen Phase der Implementierung eines systematischen Instandhaltungssystems befinden, führen die Vielzahl an Kennzahlen und die große Zahl operativer Vorgaben häufig dazu, dass kein konsistenter, nachhaltiger Verbesserungspfad entsteht. Die analytischen Ergebnisse dieser Arbeit zeigen, dass die Kennzahl MTBF aufgrund ihres direkten Zusammenhangs mit Ausfallrate, Zuverlässigkeit und Verfügbarkeit von Anlagen als strategischer Hebel zur Steuerung von Verbesserungsmaßnahmen eingesetzt werden kann. Aus mathematischer Sicht führt eine Erhöhung der MTBF unmittelbar zu einem Anstieg der Zuverlässigkeitsfunktion
\[ R(t) = e^{-\frac{t}{MTBF}} \]
sowie zu einer Verbesserung der Availability gemäß der bekannten Zuverlässigkeits- und Verfügbarkeitsbeziehungen.\[ A = \frac{MTBF}{MTBF + MTTR} \]
Aus praktischer, organisatorischer Perspektive zwingt der Fokus auf die Steigerung der MTBF die Organisation dazu, eine Reihe struktureller Verbesserungen umzusetzen, insbesondere in den Bereichen:- Standardisierung von Instandsetzungsprozessen,
- Optimierung des Ersatzteilmanagements,
- Qualifizierung und Schulung des Personals,
- Verbesserung der Betriebs- und Einsatzbedingungen der Anlagen.
Damit erweist sich die MTBF nicht nur als rein technische Kennzahl, sondern auch als managementorientierter Fokuspunkt, der zur Vereinfachung und Systematisierung der Einführung eines Instandhaltungssystems beiträgt.
6. Limitationen und Empfehlungen für zukünftige Forschung
Trotz des Bestrebens, einen konzeptionellen Rahmen zur Wirkung der Fokussierung auf einen zentralen Leistungsindikator bei der Verbesserung der Performance von Instandhaltungseinheiten zu entwickeln, unterliegt die vorliegende Studie mehreren Einschränkungen. Die wesentlichste Limitation besteht in der fehlenden praktischen Implementierung und empirischen Validierung des vorgeschlagenen Rahmenmodells in einem realen industriellen Umfeld. Aufgrund eingeschränkten Zugangs zu operativen Daten sowie der notwendigen Kooperation mit Industrieunternehmen war eine großskalige praktische Umsetzung und experimentelle Überprüfung des Modells im Rahmen dieser Forschungsphase nicht realisierbar.
Da die Leistungsfähigkeit von Instandhaltungseinheiten maßgeblich von folgenden Faktoren beeinflusst wird:
- den spezifischen Betriebsbedingungen,
- der organisatorischen Struktur,
- dem Reifegrad des Instandhaltungssystems,
- sowie der jeweiligen Unternehmenskultur,
ist davon auszugehen, dass die Wirksamkeit des vorgeschlagenen Ansatzes kontextabhängig variieren kann. Eine empirische Validierung in unterschiedlichen industriellen Umgebungen würde daher zu einem präziseren Verständnis der tatsächlichen Effektivität des Modells beitragen.
Aus diesem Grund wird empfohlen, in zukünftigen Forschungsarbeiten Feldstudien und Pilotprojekte in Kooperation mit Industrieunternehmen durchzuführen. Die praktische Anwendung des Modells in verschiedenen Branchen und organisatorischen Kontexten würde nicht nur eine Bewertung seiner Leistungsfähigkeit unter realen Bedingungen ermöglichen, sondern zugleich eine gezielte Weiterentwicklung und Optimierung des vorgestellten Rahmens unterstützen. Somit stellt die empirische Überprüfung des konzeptionellen Ansatzes einen zentralen nächsten Schritt in der Weiterentwicklung dieses Forschungsfeldes dar.
Literaturverzeichnis
Aji, J. O., & Uchendu, I. (2025). Improving facility operations: A quantitative evaluation of MTBF, MTTR, and SLA targets. European Journal of Innovative Studies and Sustainability, 1(3), 247–261. https://doi.org/10.59324/ejiss.2025.1(3).20
Aji, J. O., & Uchendu, I. (2025). Essential and new maintenance KPIs explained. International Journal of Engineering and Management Engineering, 12(6), 1–15.
Saihi, A., Ben Daya, M., & As’ad, R. (2022). An investigation of sustainable maintenance performance indicators: Identification, expert validation and portfolio of future research. IEEE Access, 10, 124259. https://doi.org/10.1109/ACCESS.2022.3224450